
线切割(Wire EDM)应用领域
适用于高精度轮廓切割及贯穿结构加工,能够实现复杂外形及精细结构的稳定加工。
精密零件外形加工
冲压模具及轮廓件
薄壁结构及狭缝加工
高精度板材切割
电火花成型(Sinker EDM)应用领域
适用于复杂内部结构及型腔加工,能够实现深孔、锐角及精细细节的高精度加工。
注塑模具型腔加工
压铸模具及复杂结构件
深孔及细小结构加工
锐角及精细部位加工

我们提供完整的放电加工(EDM)服务,包括线切割(Wire EDM)与电火花成型(Sinker EDM),专注于高精度及复杂结构金属零件的加工。 线切割适用于复杂轮廓及高精度切割,电火花成型适用于模具型腔及内部结构加工,两种工艺结合可满足不同类型零件的加工需求。 广泛应用于模具制造、汽车零部件及精密机械加工领域。 欢迎发送图纸,我们将在12小时内为您提供加工方案及报价。

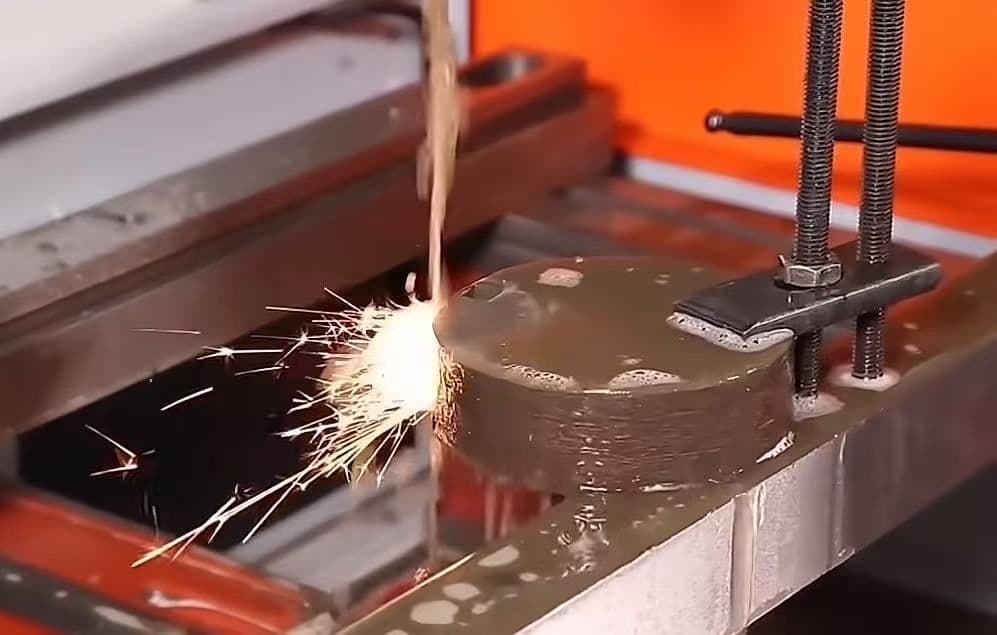
线切割加工(Wire EDM)通过细金属丝作为电极,对导电材料进行高精度切割,适用于复杂轮廓、狭缝及精密结构件的制造。该工艺采用非接触式放电加工方式,在加工过程中不会产生切削力,有效避免工件变形,特别适用于高精度及薄壁零件的加工。广泛应用于模具制造、精密机械零部件及复杂结构加工领域,可满足不同类型零件的加工需求。加工精度可达 ±0.005mm,满足高精度零件加工需求。
加工精度可达 ±0.005mm
支持复杂轮廓及精密结构切割
可加工淬火钢等高硬度材料
支持打样及小批量生产
电火花成型(Sinker EDM)通过定制电极对工件进行放电蚀除,可实现复杂型腔、深孔及精细结构的高精度加工,是模具制造中的关键工艺。该工艺不受材料硬度限制,特别适用于淬火钢等高硬度材料,同时能够加工传统刀具无法实现的复杂内部结构及锐角细节。广泛应用于注塑模具、压铸模具及高精度零部件加工领域,满足复杂结构零件的制造需求。适用于高精度模具型腔加工,确保结构细节与尺寸精度稳定。
适用于复杂型腔及内部结构加工
可实现深孔、锐角及精细细节
不受材料硬度限制(适用于淬火钢)
适合传统刀具无法加工区域

| 对比项目 | 线切割(Wire EDM) | 电火花成型(Sinker EDM) |
|---|---|---|
| 加工原理 | 通过移动金属丝放电切割工件 | 通过成型电极放电蚀除材料 |
| 电极形式 | 细金属丝(连续移动) | 固体电极(铜/石墨) |
| 加工方式 | 轮廓切割 | 型腔成型 |
| 加工部位 | 外形、轮廓、贯穿结构 | 内部结构、型腔、深孔 |
| 结构能力 | 复杂外形、狭缝、微小结构 | 复杂型腔、锐角、细节结构 |
| 精度范围 | 极高(±0.005mm) | 高(±0.01mm) |
| 表面质量 | 切割面均匀,后处理少 | 表面细腻,可实现镜面效果 |
| 材料适应性 | 所有导电材料 | 所有导电材料(含淬火钢) |
| 是否接触 | 非接触加工 | 非接触加工 |
| 加工限制 | 必须贯穿(需起始孔) | 可加工封闭结构 |
| 典型应用 | 精密零件、冲压模、轮廓件 | 注塑模具、压铸模具、型腔件 |
适用于高精度轮廓切割及贯穿结构加工,能够实现复杂外形及精细结构的稳定加工。
精密零件外形加工
冲压模具及轮廓件
薄壁结构及狭缝加工
高精度板材切割
适用于复杂内部结构及型腔加工,能够实现深孔、锐角及精细细节的高精度加工。
注塑模具型腔加工
压铸模具及复杂结构件
深孔及细小结构加工
锐角及精细部位加工
| 项目 | 参数 |
|---|---|
| 加工精度 | 线切割精度:±0.005 mm |
| 电火花成型精度:±0.01 mm | |
| 表面粗糙度:Ra 0.8 – 3.2 μm | |
| 最小结构尺寸:≥0.10 mm | |
| 加工尺寸能力 | 最大加工尺寸:≤500 mm(可评估) |
| 最大加工厚度:≤300 mm | |
| 最小孔径:≥0.20 mm | |
| 最小狭缝:≥0.10 mm | |
| 材料范围 | 模具钢:H13、SKD11、DC53等 |
| 不锈钢:304、316等 | |
| 合金钢:40Cr、42CrMo等 | |
| 铝合金:6061、7075等 | |
| 铜及导电材料:纯铜、黄铜等 |
适用于所有导电材料,包括高硬度淬火材料,具体加工能力可根据零件结构进行评估。

济南欣凌将为您提供专业的制造建议和具有竞争力的报价。